
Kies eerst het juiste verwarmingsapparaat
Het verwijderen van het plastic dat op de schroef is bevestigd door middel van vuur of roosten is de meest gebruikelijke en effectieve methode voor plasticverwerkingseenheden, maar acetyleenvlam mag nooit worden gebruikt om de schroef schoon te maken.
Correcte en effectieve methode: gebruik direct na gebruik van de schroef een steekvlam voor het reinigen.Doordat de schroef tijdens de verwerking warmte krijgt, is de warmteverdeling van de schroef toch gelijkmatig.

Ten tweede: kies het juiste reinigingsmiddel
Er zijn veel soorten schroefreinigers (schroefreinigingsmaterialen) op de markt, waarvan de meeste duur zijn en verschillende effecten hebben.Kunststofverwerkende bedrijven kunnen verschillende harsen gebruiken om schroefreinigingsmaterialen te maken volgens hun eigen productieomstandigheden.
Ten derde: kies de juiste reinigingsmethode
De eerste stap bij het reinigen van de schroef is het uitschakelen van het invoerinzetstuk, dat wil zeggen het sluiten van de invoerpoort aan de onderkant van de trechter;Verlaag vervolgens de schroefsnelheid tot 15-25 omw/min en handhaaf deze snelheid totdat de smeltstroom aan de voorkant van de matrijs stopt met stromen.De temperatuur van alle verwarmingszones van het vat moet op 200°C worden ingesteld.Zodra het vat deze temperatuur bereikt, begint het reinigen.
Afhankelijk van het extrusieproces (de matrijs moet mogelijk worden verwijderd om het risico van overmatige druk aan de voorkant van de extruder te verminderen), moet het reinigen door één persoon worden uitgevoerd: de operator observeert de schroefsnelheid en het koppel vanaf het bedieningspaneel, terwijl u de extrusiedruk in acht neemt om ervoor te zorgen dat de systeemdruk niet te hoog is.Tijdens het hele proces moet de schroefsnelheid binnen 20 omw/min worden gehouden.Bij toepassingen met lagedrukmatrijzen mag u de matrijs niet verwijderen om deze schoon te maken.Wanneer de extrusie volledig is omgezet van de verwerkingshars naar de reinigingshars, wordt de matrijs gestopt en verwijderd, en vervolgens wordt de schroef opnieuw gestart (binnen 10 omw/min) om de resterende reinigingshars naar buiten te laten stromen.

Ten vierde: kies de juiste schoonmaakhulpmiddelen
Tot het juiste gereedschap en schoonmaakmateriaal behoren onder meer: hittebestendige handschoenen, veiligheidsbril, koperen schrapers, koperen borstels, koperdraadgaas, stearinezuur, elektrische boormachines, tonlinialen, katoenen doek.
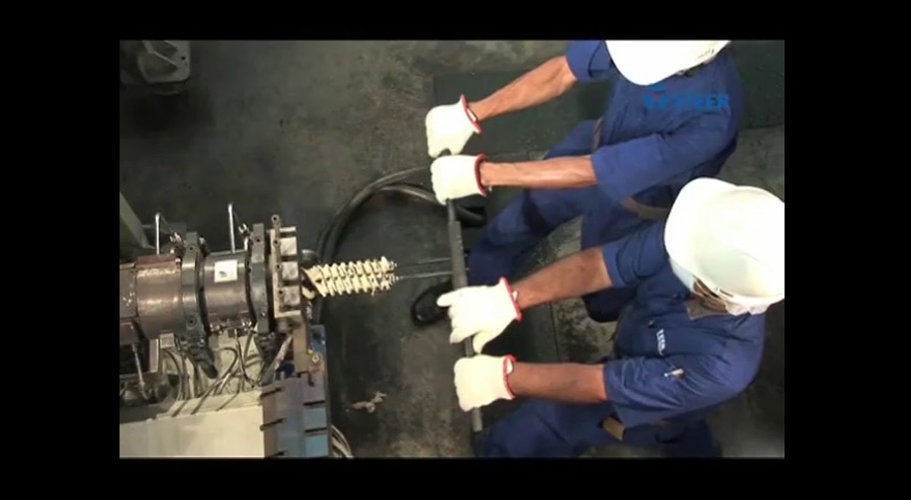
Zodra de reinigingshars stopt met extruderen, kan de schroef uit het apparaat worden verwijderd.Bij schroeven met koelsysteem verwijdert u de slangleiding en de wartelaansluiting voordat u de schroefextractie-inrichting inschakelt, die eventueel aan de tandwielkast is bevestigd.Gebruik het schroefextractieapparaat om de schroef naar voren te duwen, waardoor de positie van 4-5 schroeven vrijkomt voor reiniging.
De reinigingshars op de schroef kan worden gereinigd met een koperen schraper en koperen borstel.Nadat de reinigingshars op de blootliggende schroef is gereinigd, wordt het apparaat met behulp van het schroefextractieapparaat 4-5 schroeven naar voren geduwd en wordt het reinigen voortgezet.Dit werd herhaald en uiteindelijk werd het grootste deel van de schroef uit de loop geduwd.
Zodra het grootste deel van de reinigingshars is verwijderd, strooit u wat stearinezuur op de schroef;Gebruik vervolgens koperdraadgaas om het resterende residu te verwijderen en nadat de hele schroef is gepolijst met koperdraadgaas, gebruikt u een katoenen doek voor de laatste veeg.Als de schroef moet worden bewaard, moet er een laagje vet op de ondergrond worden aangebracht om roest te voorkomen.

Het schoonmaken van de loop is veel eenvoudiger dan het schoonmaken van de schroef, maar het is ook erg belangrijk.
1. Bij het voorbereiden van het reinigen van het vat wordt tevens de vattemperatuur ingesteld op 200°C;
2. Schroef de ronde staalborstel op de boorpijp en de elektrische boor in reinigingsgereedschap en wikkel de staalborstel vervolgens met koperdraadgaas;
3. Voordat u het reinigingsgereedschap in het vat plaatst, strooit u wat stearinezuur in het vat, of strooit u stearinezuur op het koperdraadgaas van het reinigingsgereedschap;
4. Nadat het koperdraadgaas de loop is binnengegaan, start u de elektrische boormachine om deze te draaien en laat u deze kunstmatig heen en weer bewegen totdat deze voorwaartse en achterwaartse beweging geen weerstand meer biedt;
5. Nadat het koperdraadgaas uit het vat is verwijderd, gebruikt u een stuk katoenen doek om het vat heen en weer te vegen om eventuele schoonmaakhars- of vetzuurresten te verwijderen;Na verschillende keren heen en weer te hebben geveegd, is het reinigen van de loop voltooid.De grondig gereinigde schroef en loop zijn klaar voor de volgende productie!

Posttijd: 16 maart 2023